 中国产品目录
中国产品目录

| 产地: | 贵州省 贵阳市 |
|---|
| 产地: | 贵州省 贵阳市 |
|---|
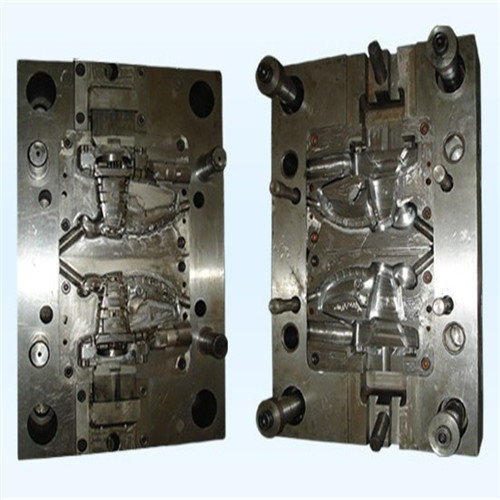
注塑模构造中,顶出机构设计的好坏直接影响到塑料废品的质量,如果设计得不好,塑件会产生一系列缺·陷,如:塑件的翘曲变形、裂纹和顶白现象等。顶出类型确实定是顶出设计中较为重要的一个环节,依据顶出力和脱模阻力来停止顶杆类型、数量和顶出位置的优化设计。
(1) 顶杆
顶杆是顶出机构中比较简单常见的一种方式。因其制造加工和修配便当,顶出效果好,在消费中应用较普遍。但圆形顶出面积相对较小,易产生应力集中,顶穿产品,产品变形等不·良。在脱模斜度小、阻力大等管形箱形产品中,尽量防止运用。当顶杆较细长时,普通设置成台阶形的顶针以增强刚度,防止弯曲和折断。
(2) 顶管
顶管又叫司筒或司筒针,它适用于环形、筒形或带中·心孔的产品。它顶出是全周接触受力平均,不会使产品变形,也不易留下明显顶出痕迹,可进步产品同心度。但关于周边肉厚、较薄的产品防止运用,以免加工艰难和强度削弱形成损坏。
(3) 推板
推板适用于各种容器、箱形、筒形和细长带中·心孔的薄件产品。它顶出平稳、平均,顶出力大,不留顶出痕迹。普通会有固定衔接,以免消费中或脱模时将推板推落,但只需导柱足够长,严厉控制脱模行程,推板也可不固定。
x
| 立即登陆,赞它一下 |
| 暂不登录 |




